Коленвал
Содержание:
- Описание
- Как работает коленвал – взгляд изнутри
- Термическая и химико-термическая обработка валов
- Как выглядит
- Детонационное напыление
- Стингер-шоп
- Коленвал в автомобиле
- Полировка коленвала своими силами
- Почему коленвалы называют плоскими?
- Назначение и устройство коленчатого вала – основные узлы
- Разница между коренными и шатунными вкладышами
- Что делать, если коленвал неисправен?
- Назначение коленвала
- Какие проблемы могут возникнуть с коленвалом
- КАК ОТШЛИФОВАТЬ КОЛЕНЧАТЫЙ ВАЛ СВОИМИ РУКАМИ
- Коленвал в автомобиле
- Обработка коленвала.
- Материал и способы получения заготовок для коленчатых валов
Описание
Вкладыши коленвала выступают в качестве подшипников скольжения для обеспечения вращения коленвала. Этот процесс происходит в результате сгорания топлива в камерах цилиндров. Активное трение деталей, вызванное усиленными нагрузками и высоким скоростным режимом, способно вывести мотор из строя. Для предотвращения подобной ситуации и уменьшения степени трения, все составные элементы, обладающие наибольшим значением, покрываются тончайшим микронным слоем масла. Данная функция возлагается на смазочную систему мотора, при этом пленка на имеющихся деталях образуется только при условии высокого масляного давления. Слоем смазочного вещества также покрыты поверхности соприкосновения вкладышей и шейки коленчатого вала. Таким образом существенно снижается образуемая сила трения.
Как работает коленвал – взгляд изнутри
Принцип работы коленчатого вала заключается в следующем. В момент максимального удаления поршня щеки и шатун коленвала вытягиваются в одну линию. В это время в цилиндрах начинает гореть топливо, и, соответственно, выделяются горючие газы, которые перемещают поршень по направлению к коленвалу. Вместе с ним также перемещается и шатун, нижняя головка которого поворачивает относительно своей оси коленчатый вал. Как только он развернется на 180°, шатунная шейка начинает движение в обратном направлении, таким образом, перемещается и поршень.
Немаловажную роль играет и система смазки в детали. От общей магистрали к опорам коренных шеек обеспечивается подвод масла, которое подается под давлением. Далее по специальным каналам, расположенным в щеках, это масло подается к шатунным шейкам. Благодаря масляной пленке, повышается износостойкость данных элементов. Кроме того, благодаря давлению масла можно проверить, нуждаются ли шейки коленчатого вала в замене. Определившись, для чего нужен коленчатый вал, можно смело утверждать, что он занимает одну из ведущих позиций среди деталей двигателя.
Главная →
Устройство → Двигатель → Коленвал (коленчатый вал) →
Термическая и химико-термическая обработка валов
Коленчатые валы для увеличения прочности и износостойкости шеек подвергают термической, а иногда и химико-термической обработке: закалка ТВЧ, азотирование, закалка поверхностного слоя (стали регламентируемой прокаливаемости 55ПП, 60ПП). Получаемая твёрдость зависит от количества углерода (закалка ТВЧ, обычно не более 50..55 HRC), либо вида ХТО (азотирование даёт твёрдость 60 HRC и выше). Глубина закалённого слоя шеек позволяет обычно использовать 4-6 промежуточных ремонтных размеров шеек вала, азотированные валы не шлифуют. Вероятность задира шейки с ростом твёрдости значительно снижается.
При ремонте коленчатых валов используются также методы напыления, в том числе — плазменного. При этом твёрдость поверхностного слоя может повышаться даже выше заводских значений (для закалки ТВЧ), а заводские диаметры шеек восстанавливают до нулевого размера.
Как выглядит
Как видно на фото, этот элемент имеет довольно сложную форму. Его основными составными частями являются:
- коренные шейки;
- шатунные шейки;
- щеки;
- противовесы.
Коренные (опорные) шейки служат для опоры коленвала в так называемых «постелях». В них крепятся не смещающиеся в процессе работы подшипники, обеспечивающие вращение. Поскольку на коренные шейки приходятся более значительные нагрузки, их диаметр больше, чем у шатунных.
Шатунные шейки (колена) – это опорные поверхности шатунов. С учетом порядка работы цилиндров колена смещаются относительно оси вращения на определенные углы.
Если коленчатый вал сконструирован так, что по обе стороны от каждой шатунной шейки находятся опорные, то он называется полноопорным, в противном случае – неполноопорным. В современных автомобильных двигателях наибольшее распространение имеют именно полноопорные коленвалы.
Колена соединены между собой щеками. Противовесы, являющиеся продолжениями щек в сторону противоположную колену, уравновешивают центробежные силы, возникающие при вращении. Внутри коленвала имеется масляные каналы, при помощи которых происходит смазка шатунных шеек.
Из каких материалов и как изготавливается
Материал и технология производства зависят от класса и назначения автомобиля:
- Для стандартных серийных автомобилей коленчатый вал отливается из чугуна, этим достигается минимальная себестоимость производства.
- Коленвал более мощных и спортивных машин кованый и изготовлен из стали. По сравнению с чугунным он обладает улучшенными характеристиками по таким параметрам, как габариты, вес и прочность.
- Самый дорогостоящий вариант, использующийся в люксовых моделях, – коленчатый вал, выточенный из цельного куска стали.
Место перехода щек в шейки является самым нагруженным, так как здесь концентрируются максимальные напряжения. Для того чтобы разгрузить соединение, его выполняют с полукруглым переходом (галтелью). Как правило, галтели делают двойными с промежуточным технологическим пояском. Такое конструктивное решение позволяет сохранить максимальное значение активной площади шеек – поверхности, находящей под вкладышами.
Как раз по причине возникновения высоких нагрузок в соединениях, не нашел широкого применения коленчатый вал составной конструкции, в котором отдельные части соединены между собой крепежом.
https://youtube.com/watch?v=bDmXZ_xZLUw
Детонационное напыление
Самым перспективным способом восстановления параметров коленвала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь. Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Детонационное напыление твердых порошков:
После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
Этот способ наплавки (напыления) превосходит по своим параметрам любой другой вариант.
Внимание! Детонационное напыление может осуществляться не только на металлы. Поток порошка приваривается на пластики, керамику, стекло и другие тугоплавкие материалы.
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование
Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование. Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения.
Видео: восстановление коленвала.
Стингер-шоп
Интернет магазин Стингер шоп появился как следствие нашего стремления, предоставить большему количеству людей, стремящихся улучшить или доработать свой автомобиль, такую возможность. Совершая покупки в нашем интернет магазине, Вы, во-первых, не переплачиваете и получаете 100 % оригинальный товар. Поскольку наш магазин находится в Тольятти — это позволяет нам предложить конкурентоспособные цены и широкий ассортимент товаров. Среди остальных Интернет магазинов, которых сейчас появилось достаточно много, Стингер спорт выделяет постоянное наличие товара на складе и гибкая система доставки товара. Ассортимент Стингер спортпостоянно растет и мы стремимся снизить цены, что бы сделать доработку Вашего автомобиля еще доступнее.
Коленвал в автомобиле
Коленвал это деталь в моторе автомобиля, приводящаяся в движение поршневой группой. Он передает крутящий момент на маховик, который в свою очередь вращает шестерни трансмиссии. Далее вращение передается на полуоси ведущих колес.
Все автомобили, под капотом которых установлены двигатели внутреннего сгорания, оснащаются таким механизмом. Эта деталь создается специально под марку двигателя, а не под модель автомобиля. В процессе эксплуатации коленчатый вал притирается к особенностям строения ДВС, в котором он установлен
Поэтому при его замене мотористы всегда обращают внимание на выработку трущихся элементов и на то, почему она появилась
Как выглядит коленвал, где он находится и какие бывают неисправности?
Полировка коленвала своими силами
Кто нибудь держал в руках коленвал от среднеразмерного двигателя автомобиля? Не берем маленькие смешные микролитражки с моторчиками от садового триммера, а говорим о среднем классе автомобилей, ну например, типа Соляриса или Мазды-6? И как вы думаете, сколько весит такая железяка?
Так вот к чему. Практически каждый двигатель, подвергающийся косметическому ремонту, и разбираемый при этом до винтика, требует восстановления рабочих поверхностей шеек коленчатого вала — я еще не встречал практически ни одного мотора, имеющего средний пробег более ста тысяч км и не имеющего рисок или задиров на рабочей поверхности шеек коленчатого вала. И по этому поверхность шеек если и не нужно протачивать под следующий ремонтный размер, то уж шлифовать «под чистую» нужно обязательно. И для этого коленчатый вал необходимо отвезти в специализированную мастерскую, где его установят в специальный станок и произведут прошлифовку поверхностей шеек, упорных полуколец и зоны работы сальников. Оборудование для расточки и шлифовки валов достаточно громоздкое и дорогостоящее, по этому иметь его в каждом сервисе нецелесообразно, но и возить постоянно в спец. мастерскую тяжелые валы неохота.
Для таких целей (восстановительная шлифовка поверхностей шеек и рабочих зон коленвалов) было придумано и изготовлено мобильное (ручное) оборудование, которому нашлось применение и в других отраслях, где необходимо обработать (отшлифовать) выпуклые или цилиндрические поверхности деталей из различного материала — как металла, так и пластика, керамики, камня.
В нашем же случае (автосервиса) необходимость иметь такое устройство было продиктована четко определенной задачей — постоянно таскать в другие мастерские (на мех. завод) коленчатые валы от находящихся в ремонте двигателей и неудобно (напоминаю о том, что весят эти железки немало, и тем тяжелее, чем больше по объему двигатель. А если в ремонте находится двигатель даже легкого грузовика, то удовольствие тут ниже среднего); и еще одна причина — потеря времени на обработку, да и денег отдавать за то, что можно сделать самостоятельно, тоже неохота. Ну так и вот.. был изготовлен универсальный по сути и оптимальный при работе инструмент — ручная ленточная шлифовальная машина сабельного типа. Практически из подручных материалов сварена металлоконструкция, напоминающая смычек, на которой были закреплены два ролика с «ложбинкой» на рабочей поверхности (с бортиками), один из которых сидел на жесткой оси, приваренной к «смычку», а второй — подвижный, с помощью которого можно натягивать установленную шлифовальную ленту. Приводит в движение ленту третий ролик, смонтированный на валу «болгарки» (углошлифовальной машинки), так же имеющего боковые ограничительные бортики. Электродвигатель машинки имеет ручку плавной регулировку скорости вращения, позволяющую изменять скорость движения ленты.
Итак, собрали конструкцию, установили и натянули абразивную ленту. Новая лента требует предварительной «приработки» на любой ненужной детали для устранения возможности повреждения царапинами ответственных поверхностей коленчатого вала. Сам коленчатый вал установлен на подставках — призмах (имеющих V-образный вырез сверху) на пропитанных маслом прокладках из ветоши. Для равномерной обработки поверхности шеек необходимо поворачивать коленчатый вал с небольшой скоростью и равномерно, исключая работу ленты по одной точке. Для вращения можно использовать электромотор с редукторным приводом, понижающем обороты или, как собственно мы и сделали, мощный редукторный шуруповерт на максимально низких оборотах. Помощник шуруповертом плавно проворачивает лежащий в призмах коленчатый вал, в то время, как шлифмашиной, при легком нажатии на деталь, на средних оборотах движения ленты прошлифовывается каждая шейка, по очереди, и рабочая зона сальникового уплотнения хвостовика. Шлифовка шеек занимает в общей сложности порядка 6-7 минут, поверхность шеек имеет однородность и необходимую для работы шероховатость (для удержания на себе масляной пленки), после обработки коленчатый вал промывается, очищаются и продуваются внутренние каналы смазки — оставшийся образив с ленты, попав в рабочую зону трения вкладышей, может натворить немало бед. При осуществлении ремонта двигателя данная операция, произведенная на месте, экономит и деньги, и время — дожидаться возврата после обработки деталей из специализированного предприятия приходилось по нескольку дней! А теперь все быстро, красиво и не отходя от кассы. )))
Заинтересовавшимся описанным устройством можем помочь в приобретении уже готового оборудования, произведенного нами по Вашему индивидуальному заказу.
Почему коленвалы называют плоскими?
В процессе изучения устройства коленчатого вала, порой кажется, что ты на уроке биологии. Первым делом в глаза бросаются массивные плоские «щеки», между которыми находятся «шейки». Одни шейки (как вы наверняка знаете) — коренные (на них вал опирается, лежа в картере) и шатунные (именно к ним сверху «цепляются» шатуны). Если посмотреть на коленвал «в фас», возможны два варианта: либо щеки с шейками лежат в одной плоскости, либо половина из них расположена под прямым углом к другой половине. В первом случае вал и называют плоским.
При сборке двигателя вашей малолитражки наверняка использован именно плоский вал — это самой собой разумеющееся решение для 4-цилиндрового двигателя. А вот при создании V-образной «восьмерки» уже есть выбор. Изначально (на заре автомобилестроения) все конструкторы предпочитали именно плоские валы, однако с ростом мощности силовые агрегаты генерировали все больше вибраций и все труднее поддавались балансировке. Именно в попытках уменьшить уровень вибраций создатели моторов и пришли к схеме с установкой шеек под прямым углом друг к другу. И сейчас на большинстве V-образных «восьмерок» стоят именно такие коленвалы. А «плоские» остались уделом гоночных моторов или двигателей для суперкаров — можно вспомнить силовые агрегаты Ferrari или 5-литровый двигатель под капотом нового Shelby Mustang GT350.

Понять разницу между плоским коленвалом (справа) и коленвалом с шейками, установленными под прямым углом, проще всего с помощью картинок.
Окончательно отказываться от плоского коленвала мотористы не собираются. Ведь более простая конструкция делает его компактнее и легче, а значит — при прочих равных такой вал способен быстрее раскручиваться, делая мотор более приемистым. К тому же, сто последних лет металлурги не сидели спустя рукава — и благодаря продвинутым материалам, позволяющим при прежних размерах сделать деталь ощутимо легче, у современных плоских валов вибрации на порядок меньше, чем у их далеких предков.
Остается вопрос: почему же тогда коленвалы 4-цилиндровых моторов делают плоскими? Дело в том, что уровень вибраций, вызванных т.н. силами инерции 2-го порядка (именно они проявляются на V-образных «восьмерках» с плоским коленвалом), сильно зависит от рабочего объема мотора. 4-цилиндровые двигатели компактны — поэтому на такие вибрации порой можно просто закрыть глаза. А если нельзя — проще и дешевле использовать т.н. балансирные валы. О которых мы поговорим в другой раз.
auto.vesti.ru
Назначение и устройство коленчатого вала – основные узлы
Зная, для чего нужен коленвал, можно утверждать, что на него в процессе работы воздействуют и крутящие, и изгибающие силы, поэтому для того чтобы он не вышел из строя раньше заданного времени, его износостойкость должна быть высокой. Именно с этой целью такие детали чаще всего изготавливают из высокопрочных легированных сталей, еще встречаются и литые коленчатые валы, изготовленные из высокопрочного чугуна и закаленные токами высокой частоты. Коленвалы бывают без противовесов и с двойным противовесом.
Расположена эта деталь непосредственно в двигателе автомобиля, и его конструкция напрямую зависит от движка. Однако, несмотря на это, в конструкциях абсолютно всех коленчатых валов наблюдается много общего. Так из чего состоит коленвал? В качестве опоры выступают коренные шейки, в основном, применяется конструкция с четырьмя опорами, но встречаются и трехопорные. В шестицилиндровых двигателях расположены валы, у которых семь опор. Для того чтобы деталь была уравновешена, необходим противовес, а если диаметры цилиндров небольшие, тогда применяется одинарный противовес. Благодаря им обеспечивается плавная работа всего двигателя.
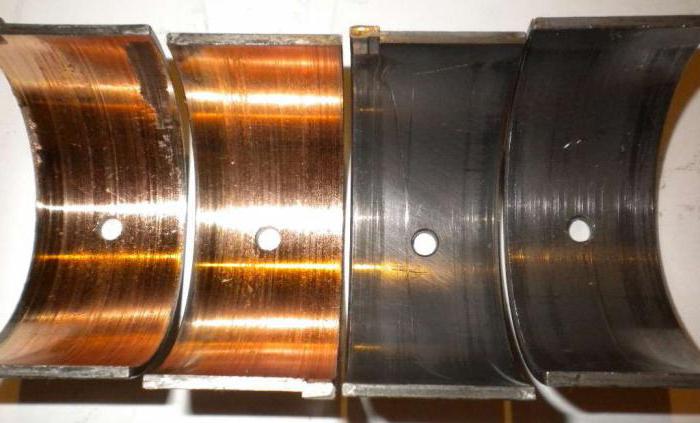
Разница между коренными и шатунными вкладышами
Необходимо знать, что есть два вида вкладышей. Это шатунные и коренные. Первые находятся между шатуном и шейкой коленвала. Коренной элемент похож на первый по своему предназначению. Однако он располагается там, где коленчатый вал проходит в корпусе двигателя. Вкладыши отличаются по своим размерам. Габариты зависят от типа ДВС, для которого конкретная деталь изготовлена. Существуют и специальные ремонтные вкладыши. Они отличаются от оригинальных новых, установленных в двигателе. Ремонтные вкладыши различаются лишь отметками, кратными 0,25 мм. Так, их размеры примерно такие — 0,25 мм, 0,5 мм, 0,75 мм, 1 мм.
Что делать, если коленвал неисправен?
Повреждение коленчатого вала встречается редко в современных автомобилях, но тем не менее все же происходит время от времени. Стоит ли в этом случае ремонтировать автомобиль (стоит ли игра свеч)? Какими затратами обернется ремонт коленвала? Отвечаем на наиболее важные вопросы.
Коленчатый вал – важный элемент двигателя внутреннего сгорания. Это та деталь, которая превращает кинетическую энергию, получаемую при сгорании топлива в двигателе, в механическую. Также коленвал служит связующим звеном между двигателем и коробкой передач, которая в свою очередь распределяет крутящий момент на колеса. К сожалению, если коленвал выходит из строя из-за дефекта, дорогостоящего ремонта не избежать.
Назначение коленвала
Во всех сложно-технических устройствах происходит возникновение одной одного вида энергии, которая кинематическими схемами преобразуется в другую, например, вращательное — в поступательное, и т.д.
В двигателе ДВС коленчатый вал — это сердце двигателя. Принцип работы коленвала следующий: когда поршень удалился на самое максимальное расстояние — щёки и шатун вытягиваются в одну линию. Далее, в рабочей камере сгорания цилиндра происходит взрыв топливно-воздушной смеси, из-за чего поршень опускается вниз с шатуном. Основание шатуна проворачивается вокруг оси шатунной шейки коленвала, так как шатун сидит на ней. После достижения поворота на 180 градусов, шатун начинает движение вверх и поднимает поршень. Таким образом происходит цикл вращения деталей цилиндро-поршневой группы.
Максимально удаленное и максимально приближенное расстояния от коленвала до поршней называются мертвыми точками, в мертвых точках скорость движения равна нолю.
Какие проблемы могут возникнуть с коленвалом
Коленвал — одна из наиболее нагруженных деталей автомобиля. Нагрузки имеют в основном механический и тепловой характер. Кроме того, свое негативное воздействие оказывают агрессивные вещества, например, отработанные газы. Поэтому, даже несмотря на высокую прочность металла, из которого изготавливают коленчатые валы, они подвержены естественному износу.
Усиленному изнашиванию способствует злоупотребление высокими оборотами двигателя, применение несоответствующей смазки и в целом пренебрежение правилами технической эксплуатации.
Изнашиваются вкладыши (особенно коренные подшипники), шатунные и коренные шейки. Возможно искривление вала с отклонением от оси. А так как допуски здесь очень малы, то даже небольшая деформация может нарушить нормальную работу силового агрегата вплоть до заклинивания коленвала.
Проблемы, связанные с вкладышами («прикипание» к шейке и задиры шеек) составляют львиную долю всех неисправностей коленвалов. Чаще всего они возникают из-за дефицита масла. Прежде всего в таких случаях нужно проверить систему смазки — масляный насос, фильтр — и сменить масло.
Вибрация коленвала обычно вызвана плохой балансировкой. Другой возможной причиной может быть неравномерное сгорание смеси в цилиндрах.
Иногда могут появиться трещины, которые неизбежно завершатся разрушением вала. К этому могут привести заводской брак, что весьма редко, а также накопленное напряжение металла или нарушение балансировки. Велика вероятность, что причина появления трещин — воздействие сопрягаемых деталей. Треснувший вал ремонту не подлежит.
Всё это нужно учитывать перед заменой или ремонтом коленвала. Если не найти и не устранить причины проблем, в скором времени, всё придется повторить вновь.
КАК ОТШЛИФОВАТЬ КОЛЕНЧАТЫЙ ВАЛ СВОИМИ РУКАМИ
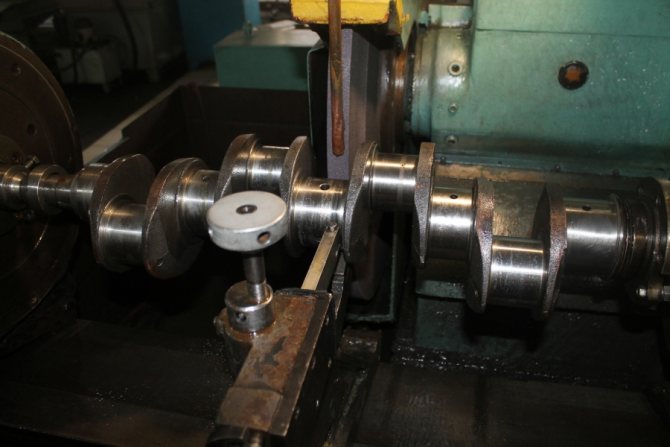
Конструкторы и инженеры со всего мира борются с силой трения, это главная причина порчи деталей. Рабочая поверхность подшипников скольжения постоянно изнашиваются и автолюбители приходиться задумываться о шлифовке коленвала. Процесс обработки деталей достаточно сложен и подходить к нему надо со всей ответственностью. проводить ее нужно специально подготовленным работникам на токарном оборудовании соответствующего назначения. Хозяину автомобиля нужно лишь понять из-за каких причин проводится обработка коленчатого вала и вовремя осуществлять действия, помогающие предотвратить частый ремонт двигателя, для этого проводится проверка коленвала в Минске и других городах, во избежание серьезных поломок ДВС.
ДЛЯ ЧЕГО ЖЕ ДЕЛАЕТСЯ ШЛИФОВКА КОЛЕНВАЛА
Коленчатый вал — деталь непростая. Простым языком, благодаря ему автомобиль едет. И без него двигатель отказывается работать.
- коленвал крепится в нижней части блока двигателя на пяти (иногда больше) подшипниках, число шатунных подшипников равно числу цилиндров
- к экцентрическим шейкам при помощи подшипников крепятся шатуны, связанные с поршнями
- область особого внимания владельца автомобиля — это шатунные и коренные подшипники. Масло поступает по скрываемым масляным каналам
- во время эксплуатации вкладыши и шейки изнашиваются, давление понижается и двигатель может выйти из строя
В коренных и шатунных подшипниках скольжения применяются сменяемые вкладыши, сделанные из особых сталей. Когда износ доходит до окончательных пределов, нужно разобрать двигатель и поставить новые вкладыши, они немного потолще старых. Диаметр шеек, хоть и уменьшается при износе, всё же не дает поставить коленвал на новые вкладыши сразу.
Наружную поверхность шейки придется сточить до диаметра, позволяющего поставить новый ремкомплект вкладышей. Работа по подгонке диаметра шеек под новые вкладыши и зовется — шлифовкой коленвала. Диаметр изменяется на 0,01 мм, а то и 0,01 мм, а число шлифовок ограничено числом ремонтных размеров вкладышей.
КОЛЕНЧАТЫЙ ВАЛ — КАК ЕГО ШЛИФУЮТ?
Некоторым автовладельцам нравится самостоятельно заниматься ремонтом своего транспорта. Особенно к этому располагают автомобили российского производства. Но есть некоторые виды работ, которые естественно нереально выполнить в обычном среднестатистическом гараже. Одна из таких процедур — шлифовка коленчатого вала собственными усилиями. Для этого должен использоваться токарный станок высокой точности.
Кроме этого, токарь выполняющий работу обязан пройти обучение, а для качественного проведения работ должен иметь еще и опыт. Токарю желательно отдавать коленвал снятый и очищенный.
Коленвал в автомобиле
Коленвал это деталь в моторе автомобиля, приводящаяся в движение поршневой группой. Он передает крутящий момент на маховик, который в свою очередь вращает шестерни трансмиссии. Далее вращение передается на полуоси ведущих колес. Все автомобили, под капотом которых установлены двигатели внутреннего сгорания, оснащаются таким механизмом. Эта деталь создается специально под марку двигателя, а не под модель автомобиля. В процессе эксплуатации коленчатый вал притирается к особенностям строения ДВС, в котором он установлен
Поэтому при его замене мотористы всегда обращают внимание на выработку трущихся элементов и на то, почему она появилась
Как выглядит коленвал, где он находится и какие бывают неисправности?
Обработка коленвала.
Коленвалы ДВС в процессе изготовления подвергаются механической и химико-термической обработкам. Так как коленчатый вал двигателей — это сложное устройство с высокой точностью, оно делается с высокими квалитетами только на заводах. Механобработка вала, в основном, понятна многим — это изменение формы по заданным параметрам.
Химическая обработка коленвалов — это закалка током высокой частоты (ТВЧ), азотирование, закалка поверхностного слоя. Изношенные азотированные валы не шлифуют, они подлежат замене. Благодаря всем этим хим и термическим обработкам повышается прочность и износоустойчивость.
Материал и способы получения заготовок для коленчатых валов
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др. Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле.
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине.
Литые заготовки коленчатых валов изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), и шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы всегда изготовляют стальными.